- English
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Greek
- German
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
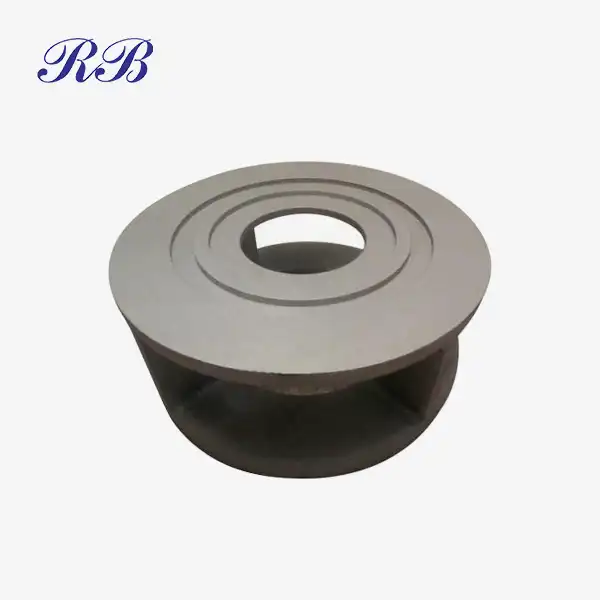
Gravity Sand Casting Parts: Conductors For Power Transmission
Every power utility wants the same thing from its hardware. Lines must stay up, losses must stay low, and maintenance crews should visit only when planned. Yet the network depends on many small components that most people never see. Among them, cast conductors and connectors sit quietly between towers, clamps, and cables, carrying current day and night.
When one of these parts fails, the cost rarely stays small. Outages damage reputation, trigger penalties, and force emergency repairs. For this reason, buyers look closely at the process behind each conductor. Gravity sand casting parts, especially in aluminum alloy A356, offer a strong mix of mechanical strength, corrosion resistance, and cost control for such applications.

Why do gravity sand casting parts fit power transmission conductors?
Power transmission hardware experiences a harsh mix of loads. Conductors and their connectors see mechanical tension from the span, thermal cycling from current, and vibration from wind. They also face rain, ice, and pollution. Any casting used in this environment must combine strength, ductility, and long term corrosion resistance.
Aluminum alloy A356 has become a common choice for cast transmission components. Data from sources such as MatWeb and ASM show that A356 offers a good strength to weight ratio and strong castability. When poured and solidified correctly, the alloy develops a fine structure that supports both tensile strength and acceptable elongation. It also resists atmospheric corrosion, which matters on overhead lines.
Gravity sand casting controls how this alloy fills and cools. Unlike high pressure die casting, which injects metal at very high speed, gravity casting lets molten aluminum flow into the mold under its own weight. The filling speed stays moderate. With well designed gates and risers, this calmer flow can reduce turbulence and trapped oxides. Researchers writing in the ASM Handbook on casting note that such conditions often improve fatigue performance in aluminum castings.
Sand molds give designers wide freedom. They can shape complex external profiles and form internal cavities with cores. For conductors and connectors, this means you can integrate bolt pads, grooves, and lugs in one near net shape part. You avoid welding or bolting several simple blocks, which can introduce extra resistance and potential weak points.
From a commercial point of view, gravity sand casting suits medium size components. A conductor unit around 2.3 kilograms fits this window well. Tooling costs stay reasonable because patterns and core boxes are less expensive than full steel dies. At the same time, the process still supports production orders of several thousand pieces, which many transmission projects require.
On a typical Google results page for gravity sand casting and power transmission, you see similar themes. Reputable foundries highlight aluminum gravity casting, A356 alloy, overhead line fittings, and CNC machined connectors. Industry guides also stress low porosity, good surface finish, and certified quality systems. Gravity sand casting parts align closely with those requirements when the foundry controls sand, metal, and process flow carefully.

From design to reliable mass production of power line castings
The path from a design for a conductor to stable deliveries of gravity sand casting parts passes through several stages. Each stage can remove risk or add it, depending on how your supplier works. Understanding these stages helps you ask sharper questions and judge answers more clearly.
The process usually begins with engineering review. You share a 3D model, drawings, or even a functional sketch. The foundry’s engineers examine wall thickness, fillet radii, and transitions. They look for isolated heavy sections that may cause shrinkage. They also check draft angles and parting lines to confirm that sand molds can release the casting without damage.
Design for casting often changes the part slightly. The function stays the same, but local geometry may shift. A corner gains a radius, a wall thickens by a fraction, or a lug moves a few millimeters. These adjustments can seem minor. Yet they strongly influence how A356 flows and freezes in the mold.
Once the main shape is fixed, process engineers design the gating and feeding system. They define sprues, runners, and ingates, along with risers that feed liquid metal into regions that shrink last. Many modern foundries use casting simulation software at this step. Studies published in the Journal of Materials Processing Technology show that simulation can predict hot spots, porosity zones, and filling problems before the first tooling cut.
Pattern and core box manufacturing then follows. For gravity sand casting, patterns may use metal or high quality resin. Core boxes form sand shapes that create internal passages or undercuts inside the casting. In power transmission conductors, cores can shape bolt holes, cable paths, or internal cavities that reduce weight.
When tooling arrives at the foundry, trial pours begin. The team prepares molding sand with defined properties. They check moisture and clay content, and test green strength and permeability. Molds are rammed, cores are set, and A356 alloy is melted and treated. Degassing, fluxing, and temperature control play a central role here. According to the American Foundry Society, proper melt treatment reduces hydrogen content and nonmetallic inclusions, both of which can weaken castings.
Metal then flows by gravity into the prepared molds. Pouring practice matters. Operators or robots follow specified heights and speeds to avoid splashing. After solidification, molds break apart, and castings move to the cleaning area. Workers remove runners and risers, grind parting lines, and clean surfaces. Shot blasting finishes this stage, leaving a consistent surface that reveals defects and prepares the part for machining.
CNC machining handles critical dimensions. For power transmission conductors, these may include flat contact surfaces, drilled bolt holes, and precision grooves for cables. Modern plants use jigs, fixtures, and coordinate measuring machines to hold and verify tight tolerances. Machining also removes any remaining surface layers that might contain minor casting defects in non critical zones.
Before mass production starts, most large buyers require a first article inspection. The foundry measures dimensions, performs tensile or hardness tests, and may cut sections to inspect porosity. Sometimes, X ray or dye penetrant testing supplements these checks. When parts meet the agreed specification, the project moves to serial production. At that point, process sheets, control plans, and inspection routines lock in the method that produced the approved samples.

Quality control, standards, and total cost for transmission hardware
Even after a design is frozen and tooling is built, quality can drift. Sand may age, tools may wear, and operators may change. Gravity sand casting parts for power transmission therefore need more than a single approval. They need a structured quality system that watches each batch over time.
International standards provide a base. ISO 9001:2015 sets out requirements for documented processes, corrective actions, and internal audits. When a foundry holds this certificate, it agrees to apply such systems and to undergo external audits. ISO 14001 adds environmental management, which matters as regulators tighten controls on emissions and waste. ISO 45001 covers occupational health and safety, reducing the chance that accidents disrupt production.
For power transmission conductors and fittings, electrical and mechanical standards also apply. Utilities and equipment makers often reference IEC, EN, or ASTM documents that define test methods and property levels. Typical tests may include tensile strength, proof load, thermal cycling, and corrosion resistance in salt fog. While gravity sand casting itself does not guarantee these properties, a disciplined process makes it possible to reach them consistently.
Process monitoring supports this discipline. Foundries sample sand daily, check melt chemistry and temperature, and track key dimensions. Statistical process control charts can show when a dimension begins to drift long before it goes out of tolerance. By reacting at that point, the team prevents scrap and protects deliveries.
All of this connects to cost. Focusing on unit price alone can be tempting, especially under tender pressure. Yet the total cost of ownership includes scrap, rework, delayed projects, and field failures. A cracked conductor clamp on a 220 kV line, for example, can cost far more than the small saving from a cheaper casting. Industry reports from grid organizations such as CIGRÉ and EPRI often highlight this point when they analyze outage causes.
Therefore, many mature buyers look beyond a simple quote. They ask about process capability indexes, traceability, sample inspection reports, and non conforming handling. They also visit plants or request video tours to see how gravity sand casting parts move from molding to packing. These steps may feel slow, yet they help build trust and avoid later surprises.
Finally, logistics and packaging close the loop. Even a perfect casting can reach your site damaged if packaging fails. Export oriented foundries use strong wooden boxes or crates, with internal separators to prevent impact between castings. Labels record batch numbers, net weights, and handling instructions. When these basics are in place, your warehouse staff can receive, store, and issue parts with confidence.

FAQ
Q1: Why is A356 aluminum commonly used for gravity sand casting parts in power transmission?
A: A356 offers a useful combination of properties for overhead line components. It has a relatively low density, which keeps parts light and easier to handle on towers. When cast and, if needed, heat treated correctly, it reaches mechanical strengths suitable for many clamps, connectors, and support pieces. Data from ASM and other materials handbooks show good tensile strength and adequate ductility for structural use.
The alloy also resists general atmospheric corrosion, especially when designers avoid water traps and sharp crevices. Its castability is strong, meaning it fills sand molds well and forms detailed geometry with a lower risk of misruns. For these reasons, many foundries and utilities treat A356 as a standard choice when they design gravity sand casting parts for power transmission.
Q2: How can I reduce the risk of porosity or defects in gravity sand casting parts for conductors?
A: Some control lies in the foundry, and some rests with design. On the design side, you can avoid large isolated masses and very sharp thickness changes. You can also allow reasonable radii at internal corners. These choices give metal a better path to feed shrinking regions and reduce stress concentrations.
On the process side, your supplier should use proper melt treatment, including degassing and slag removal, and maintain stable sand properties. Gating and riser design should come from experienced engineers, ideally supported by casting simulation. During production, the foundry should monitor key parameters and, when necessary, apply non destructive testing to confirm part integrity. When both sides follow these practices, the risk of serious porosity in gravity sand casting parts drops sharply.
Gravity Sand Casting Parts Supplier: Rongbao Enterprise
If you are evaluating suppliers for gravity sand casting parts used as conductors for power transmission, you likely want two things. You want solid technical capability, and you want proof that the supplier can deliver stable batches at the right scale. Rongbao Enterprise focuses directly on that combination for A356 aluminum gravity cast components.
The company’s management systems hold ISO 9001:2015, ISO 14001, and ISO 45001 certifications. These certificates confirm structured control of quality, environment, and worker safety. For a single conductor design, Rongbao can support production runs around 5 000 pieces, with specifications fully customized to your requirements. Both OEM and ODM cooperation are available, so you can supply a finished design or work jointly from an idea.
All finished castings ship from Xi’an, China in robust wooden boxes. Inside each box, parts are arranged to prevent damage to machined surfaces and edges. This packaging approach supports long sea and land transport and helps parts arrive at your warehouse ready for assembly or further processing.
If you want to discuss a new design for conductors or other gravity sand casting parts, you can contact Rongbao Enterprise directly. Send your drawings, expected volumes, and technical requirements to steve.zhou@263.net and zhouyi@rongbaocasting.com. The engineering team will review your information, suggest suitable casting and machining routes, and provide a detailed quotation and schedule.
References
ASM International. ASM Handbook, Volume 15: Casting. ASM International, Materials Park, OH.
Stefanescu, D. M. Science and Engineering of Casting Solidification. 3rd ed., Springer, 2015.
American Foundry Society. AFS Technical Resources on Aluminum Sand Casting. Accessed for process and quality guidelines.
MatWeb Material Property Data. A356.0 Aluminum Casting Alloy Data Sheet. Typical mechanical and casting properties.
Ravi, B. “Casting Simulation and Optimization: Benefits, Bottlenecks, and Best Practices.” Journal of Materials Processing Technology, Vol. 203, 2008, pp. 9–13.
CIGRÉ Working Group B2 publications on overhead line design and performance.



Learn about our latest products and discounts through SMS or email